Our plan to a tight flange
Absolutely tight flanges are feasible – if their screwing is based on a concept. In addition to high-quality and calibrated tools, a leak test, training of fitters, high-quality lubricants and other aids are part of the concept. If the concept modules interlock, the flange remains tight.

The flange concept

Coordinated for perfect connections
 HYTORC offers expert advice and optimal service also on the subject of lubricants and application.
HYTORC offers expert advice and optimal service also on the subject of lubricants and application.
Simple. Fast. Screwed.
 Practical and ingeniously simple: A patent-pending tape that can be placed around flange connections and that indicates the correct order of the parts to be screwed together with the specified numbering. The flangeFIX marking system developed by HYTORC is put around the flange by the user in a matter of seconds. The numbering to identify the tightening sequence ensures that the strap guarantees fast and secure screwing and documentation in accordance with national and international regulations.
Practical and ingeniously simple: A patent-pending tape that can be placed around flange connections and that indicates the correct order of the parts to be screwed together with the specified numbering. The flangeFIX marking system developed by HYTORC is put around the flange by the user in a matter of seconds. The numbering to identify the tightening sequence ensures that the strap guarantees fast and secure screwing and documentation in accordance with national and international regulations.
Free of reaction arms, free of counter keys thanks to non-rotating washers.
 The zWasher is a non-rotating washer that serves as an axial support element and at the same time ensures a defined coefficient of friction. Its design is chosen so that all standard screws can be clamped axially. The BackUp Washer ensures that the lock nuts no longer turn.
The zWasher is a non-rotating washer that serves as an axial support element and at the same time ensures a defined coefficient of friction. Its design is chosen so that all standard screws can be clamped axially. The BackUp Washer ensures that the lock nuts no longer turn.
Electric screwing revolutionized
 HYTORC has completely redeveloped the electric torque-angle wrench with the Lithium Series II. The Lithium Series II convinces with expanded functionality, more stability and more intuitive operation – especially for screw connections with high demands in machine and vehicle construction as well as in the energy and chemical industries.
HYTORC has completely redeveloped the electric torque-angle wrench with the Lithium Series II. The Lithium Series II convinces with expanded functionality, more stability and more intuitive operation – especially for screw connections with high demands in machine and vehicle construction as well as in the energy and chemical industries.
Compatible with the CLAMP expansion nut and the washer system.
Multifunctional, precise, extremely flat
 The STEALTH Hydraulic Torque Wrench is the industry’s most advanced limited clearance hydraulic bolting system.
The STEALTH Hydraulic Torque Wrench is the industry’s most advanced limited clearance hydraulic bolting system.
230 Volt (50 + 60Hz)
 With simultaneous documentation, the VECTOR controls each individual wrench individually and switches off when all the hydraulic wrenches connected there have reached the desired torque.
With simultaneous documentation, the VECTOR controls each individual wrench individually and switches off when all the hydraulic wrenches connected there have reached the desired torque.
- 3-stage, compact, powerful hydraulic pump
- can be used for 50 Hz and 60 Hz
- Standard remote control 5 m
Connections with Know-How
Screw connections are by far the most important detachable connections in industry. Machines and systems with ever larger dimensions require ever larger connecting elements and the already existing connecting elements have to be preloaded higher and more precisely. HYTORC has exactly the right solutions for this.
Today, more than 90% of all screw connections are pre-tensioned. Torque-controlled tightening is by far the most frequently used method. In addition, the torque-angle-controlled as well as the yield point-controlled tightening process is becoming increasingly established. Today, designers are using better and better methods to calculate the minimum prestressing force required for a screw connection. HYTORC has developed the appropriate processes to meet the increased requirements. We briefly present the most important and most common processes here.
Tightening process
The hydraulic, torque-controlled tightening process

- Tightening factor: 1.4 – 1.6
- Switch-off criterion: hydraulic pressure achieved in relation to the previously calibrated torque
- Precise and safe setting of the torques
- Calibratable tightening process
- High torques in the smallest space
- Automatic process flow that takes into account the creep and setting of the screw connection
- Documentable process parameters: date, time, technician, target torque, actual torque
With the hydraulic, torque-controlled tightening method, the torque wrench stops when a previously set torque is reached or signals that it has reached the torque. Knowledge of friction is very important in this process. Both the lubricant and the quality of the components and their surfaces influence the friction behavior. In order not to add torque inaccuracies to the spread of friction, HYTORC has developed particularly precise torque wrenches. The change in the tightening torque in hydraulic torque screwdrivers results primarily from the change in the lever arm during the tightening process.
Since the tightening torque increases directly with increasing hydraulic pressure, the screw connection is preloaded in stages. The entire tightening process for each screw can be documented with the Eco2TOUCH.
With the DISC, zWasher, CLAMP expansion nut, SmartSTUD and JustBOLT connecting elements, even axial, side load-free tightening with a preload accuracy of ± 5% is possible.
The torque-controlled tightening process is suitable for all screw connections up to torques of around 200,000 Nm. Suitable lubricants should be provided based on the torque calculations to prevent rubbing or “seizing”. When used on flange connections, it must be used as a SIMULTORC mounting system with non-rotating washers to prevent damage to the flange contact surfaces.
- VDI2230 Tightening factor conventional: αA 1.4 -1.6
- VDI2230 Tightening factor optimized for friction: αA 1.1 -1.2
- VDI2230 tightening factor friction controlled: αA 1.0 -1.1
The hydraulic, torque-angle controlled tightening process

- Tightening factor: 1.4 – 1.6
- Switch-off criterion: hydraulic pressure achieved in relation to the previously calibrated torque
- Practical determination of the angle of rotation of the screw after reaching a certain joining torque
- Can be used for all hydraulic torque wrenches with stroke-travel control
- Automatic process flow with precise switchover of torque, joining torque, angle of rotation
- Monitoring of joining torque, angle of rotation and final torque for the subsequent determination of the coefficient of friction of the screw connection
- Documentable process parameters: date, time, fitter, joining torque, actual angle of rotation, actual torque, OK / not OK display
The hydraulic, torque-angle controlled tightening process indirectly measures the elongation of the screw. A defined change in length of the screw connection can also be assigned via the thread pitch. Both the compression deformations within the clamped parts and the elastic and plastic deformations occurring in the parting surfaces up to the full-surface contact are measured.
However, this measurement can only be used to determine the preload force if the angle of rotation is actually converted into a change in length of the screw connection. For this reason, it must be ensured that all the joints with a defined joining torque lie exactly on top of each other before the angle measurement and that the components to be clamped can absorb the required surface pressures. Precise calculations are essential here.
The hydraulic torque-angle-controlled tightening process developed by HYTORC not only monitors the joining torque and the angle of rotation, but also the final torque. Only when the required angle of rotation and the final torque are in the specified parameter window, the system evaluates the tightening process as correctly completed. A further increase in accuracy is achieved if the screw connection is tightened into the over-elastic range.
All process parameters are checked, documented and archived by the Eco2TOUCH controller. This tightening method is particularly suitable for screw connections with short clamping lengths and in the manufacturing process / production lines. It is only to be used where screw connections according to ISO4014, ISO4017 and ISO4762 are screwed into threaded holes (blind holes). In addition, suitable lubricants must be provided to prevent rubbing or “seizing”.
VDI2230 tightening factor: αA 1.2 -1.4
The hydraulic, yield point controlled tightening process

- Tightening factor αA = 1.0 and max. Preload
- Quote VDI2230: The preload variation is largely determined by the spread of the yield point in the installed screw lot. The screws are dimensioned here for FMmin; A design of the screws for FMmax with the tightening factor αA is therefore not necessary for this tightening method.
- The screw reaches its individual yield point when tightening due to the load on tension and torsion. By eliminating the torsional load at the end of the tightening process, a pretensioning force of approx. 90% of Rp0.2 is achieved.
- Independent of the coefficient of friction
Regardless of the friction, each screw is loaded up to the yield point. Different coefficients of friction only lead to a change in the torsional load in the screw and thus only to a preload variation less than ± 5% - No special screws
The tightening process can be applied to both the screw head and the nut. - Reusable
Since the process switches off safely before Rp0.2, the connecting elements can be reused. - Various manufacturers
Screws and nuts from different manufacturers can be mixed without any problems, since each screw is tightened to its individual yield point, there are no restrictions in the choice of suppliers. - Lowest setting losses
Since all components are constantly in the power flow and a particularly high preload force is achieved, this process has the lowest setting losses. - Recognized procedure
The yield point controlled tightening has been used for over 20 years - Meets the requirements of VDI 2862
Meets the requirements of VDI 2862 for all screw connections. - Documentation
Every screwdriving process is documented via torque and angle of rotation. - Quality control
Since not only the screw but the entire connection is “measured” when it is tightened, deviations in quality are recognized immediately. - Fatigue strength
Due to the high level of preload, the fatigue strength of the connection also increases.
Here one takes advantage of the fact that when tightening screw connections by mutually twisting the nut and screw bolt not only an axial tension but also a torsional tension due to the thread friction is stressed. The bolt begins to flow where the comparative stress from tension and torsion reaches the material yield point. Immediately after pretensioning, the torsion part springs back by approx. 50% in the screw bolt.
As a result, the comparative stress drops when the pretensioning force remains, and the prestressed connection controlled by the yield point regains an elastic connection reserve. The over-elastic tightening of screw connections with the help of assembly processes that exceed the yield point (tightening point and angle of rotation controlled tightening) is increasingly being used successfully. It allows optimal use of the screw when tightening and leads to the maximum possible assembly pre-tension.
The service life of the connection is not affected, but is even significantly improved:
- Due to the elastic springback of the screw system after the assembly process, a partial reduction of the torsional stress introduced when tightening takes place not only in the clamped component but also in the screw. This releases stress reserves for later operational stress.
- The plasticizing process in the bolt and nut threads when the screw is pre-tensioned beyond the yield point creates an even distribution of the thread load, which is at least partially retained even after the load has been relieved back into the elastic range.
- If, after assembly, the screw FA is further plastified by the operating force FA, the associated loss of pre-stressing force FZ always leads the connection back into the elastic deformation range
In the event of subsequent vibration loading at a pre-tensioning force level below the yield point, even higher durability values can be achieved for the screw connection due to more favorable load distribution and possible load-indicated residual compressive stresses. This applies to both rolled and tempered screws.
The hydraulic, yield point-controlled tightening process is an over-elastic tightening process in which the start of the screw flow serves as a control variable for the amount of preload. Regardless of the under-head friction, the screw is tightened until the yield point is exceeded as a result of the tensile and torsional stress. As with the hydraulic, torque-angle-controlled tightening process, the components must be preloaded to an angle starting torque. When the screw connection is tightened further, the torque and angle of rotation are continuously measured and the gradient is calculated.
The measuring technology used recognizes the end of the elastic range and ends the screwing process if the gradient change is previously defined. Since the screw is only plastically deformed to a very small extent, screw connections with short clamping lengths can also be tightened in accordance with the yield point. During the tightening process, all process parameters are checked, documented and archived by the Eco2TOUCH control. The plastic extension that the screw connection undergoes during assembly is very slight, so that the reusability of the screw connections tightened by the yield point is hardly impaired. The screw hardness, the joining torque and the switch-off criteria should be adapted to the respective screw connection.
This tightening method is also particularly suitable for screw connections with short clamping lengths and when using screw systems on construction sites. Screw connections that have been tightened hydraulically according to the yield point can in principle be reused. However, suitable lubricants must be provided to prevent rubbing or “seizing”.
VDI2230 tightening factor: not applicable!
Because screw connections on the SGA cannot be torn off. See remark VDI-2230 – Nov. 2015 table A8.
The torque-controlled, angle-controlled tightening process
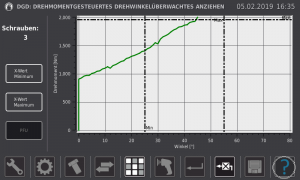
- Tightening factor: 1.4 – 1.6
- Switch-off criterion: hydraulic pressure achieved in relation to the previously calibrated torque
- Practical determination of the angle of rotation of the screw after reaching a certain joining torque
- Can be used for all hydraulic torque wrenches with stroke-travel control
- Automatic process flow with precise switchover of torque, joining torque, angle of rotation
- Monitoring of joining torque, angle of rotation and final torque for the subsequent determination of the coefficient of friction of the screw connection
- Documentable process parameters: date, time, fitter, joining torque, actual angle of rotation, actual torque, OK / not OK display
The torque-controlled, yield point-monitored tightening process
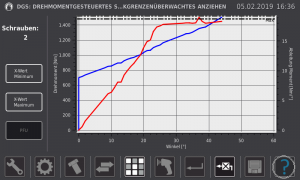 In this assembly process, the control value is the target torque and the linear gradient is the control variable at the end of the process. The process is stopped when there is a deviation from the linear curve due to the detection of the yield point. This means that the screw no longer breaks.
In this assembly process, the control value is the target torque and the linear gradient is the control variable at the end of the process. The process is stopped when there is a deviation from the linear curve due to the detection of the yield point. This means that the screw no longer breaks.
The yield point controlled, rotation angle monitored tightening process
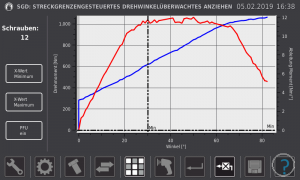 In this assembly process, the control value, the target torque and the linear gradient as well as the angle of rotation achieved are the control variable at the end of the process.
In this assembly process, the control value, the target torque and the linear gradient as well as the angle of rotation achieved are the control variable at the end of the process.
Externally controlled tightening using any measuring sensors with a standard industrial interface
 In this assembly process there is the control value setpoint torque and any other external physical measurement parameter. This is continuously measured via the current or voltage interface and graphically output and documented in its physical unit.
In this assembly process there is the control value setpoint torque and any other external physical measurement parameter. This is continuously measured via the current or voltage interface and graphically output and documented in its physical unit.
Analysis tool for checking the further angle of rotation for torque-controlled tightened screws with angle of rotation sensor
This analysis module determines the further rotation angle of a screw from a defined joining torque until the defined target torque is reached. In this assembly process, the control variable is the target torque.
Sequencer chaining of all assembly methods mentioned in any order
In this module, all available assembly methods can be put together in any order. In the standard version “without external sensors”, the category classification must be made according to the type of linkage.
Tightening process statistics
Statistical evaluation of the measured process parameters. It can also be used as a measuring device for PFU (process capability analysis)