Mit Plan zum dichten Flansch
Absolut dichte Flansche sind machbar – wenn deren Verschraubung ein Konzept zugrunde liegt. Neben hochwertigen und kalibrierten Werkzeugen gehören eine Leckageprüfung, Schulungen der Monteure, hochwertige Schmier- und andere Hilfsmittel zum Konzept. Greifen die Konzeptbausteine ineinander, bleibt der Flansch dicht.

Das Flanschkonzept
Die FLIR GFx320 bietet Technologie, die Lecks mit flüchtigen Kohlenwasserstoffen u. a. an Erdgasförderstätten, Offshore-Plattformen und Flüssigerdgasterminals sichtbar macht. Durch ihre „Intrinsically Safe“-Zertifizierung können sich die Gutachter beim Einsatz in kritischen Sicherheitsbereichen stets auf ihre Eigensicherheit verlassen. Sachverständigen
können den ganzen Tag lang schnell und komfortabel mit der GFx320 arbeiten. Die FLIR GF320 erfasst Kohlenwasserstoff- und flüchtige organische Verbindungen (VOC-Emissionen) aus der Erdgasproduktion und -nutzung. Mit dieser optische Gasdetektionskamera können Inspektoren Tausende von Komponenten überprüfen und mögliche Gaslecks in
Echtzeit erkennen. Eingebundene GPS-Daten helfen bei der genauen Lokalisierung von Fehlern und Undichtigkeiten für schnellere Reparaturen.
Die Flanschverbindung besteht idealerweise aus Flansch, Schraube, Mutter, Dichtung und Unterlegscheiben. Bestimmte Qualitätssicherungsmaßnahmen werden getroffen, um die Dichtheit eines Flansches sicherzustellen.
Grundlegende Randbedingungen sind erforderlich, um die gewünschte Dichtungsklasse zu erreichen. Dazu gehört neben der Angabe der Anzugsmomente auch die genaue Kennzeichnung der Flansche gemäß der Montagereihenfolge der Schraubverbindungen zum Montagepersonal. Dies hängt von der Anzahl der verwendeten Montagewerkzeuge ab. Wir unterstützen Sie bei der Auslegung Ihrer Flanschverbindung sowie der Definition erforderlicher Komponenten.
Keine ausgewählt
Abgestimmt für perfekte Verbindungen
 HYTORC bietet fachmännische Beratung und optimalen Service auch zum Thema Schmierstoffe und Applikation.
HYTORC bietet fachmännische Beratung und optimalen Service auch zum Thema Schmierstoffe und Applikation.
Einfach. Schnell. Verschraubt.
 Praxistauglich und genial einfach: Ein zum Patent angemeldetes Band, das um Flanschverbindungen gelegt werden kann und mit vorgegebener Nummerierung die richtige Reihenfolge der zu verschraubenden Teile kennzeichnet. Das von HYTORC entwickelte Kennzeichnungssystem flangeFIX ist vom Anwender innerhalb von Sekunden wie ein Band um den Flansch gelegt. Durch die Nummerierung zur Kennzeichnung der Anziehreihenfolge garantiert das Band eine schnelle und sichere Verschraubung und Dokumentation gemäß nationaler und internationaler Regelwerke.
Praxistauglich und genial einfach: Ein zum Patent angemeldetes Band, das um Flanschverbindungen gelegt werden kann und mit vorgegebener Nummerierung die richtige Reihenfolge der zu verschraubenden Teile kennzeichnet. Das von HYTORC entwickelte Kennzeichnungssystem flangeFIX ist vom Anwender innerhalb von Sekunden wie ein Band um den Flansch gelegt. Durch die Nummerierung zur Kennzeichnung der Anziehreihenfolge garantiert das Band eine schnelle und sichere Verschraubung und Dokumentation gemäß nationaler und internationaler Regelwerke.
Reaktionsarmfrei, gegenhalteschlüssel-frei Dank verdrehsicherer Unterlegscheiben.
 Die zWasher ist eine verdrehsichere Unterlegscheibe, die als axiales Abstützelement dient und gleichzeitig für einen definierten Reibbeiwert sorgt. Das Design ist so gewählt, dass damit alle Standardschrauben axial verspannt werden können. Dabei stellt die BackUp Washer sicher, dass die Gegenmuttern nicht mehr mitdreht.
Die zWasher ist eine verdrehsichere Unterlegscheibe, die als axiales Abstützelement dient und gleichzeitig für einen definierten Reibbeiwert sorgt. Das Design ist so gewählt, dass damit alle Standardschrauben axial verspannt werden können. Dabei stellt die BackUp Washer sicher, dass die Gegenmuttern nicht mehr mitdreht.
Elektrisches Verschrauben revolutioniert
 HYTORC hat den elektrischen Drehmoment-Drehwinkel-Schrauber mit dem Lithium Series II von Grund auf neu entwickelt. Der Lithium Series II überzeugt mit erweiterter Funktionalität, mehr Stabilität und intuitivere Bedienbarkeit – vor allem für Verschraubungen mit hohen Anforderungen im Maschinen- und Fahrzeugbau sowie in der Energie- und Chemiebranche.
HYTORC hat den elektrischen Drehmoment-Drehwinkel-Schrauber mit dem Lithium Series II von Grund auf neu entwickelt. Der Lithium Series II überzeugt mit erweiterter Funktionalität, mehr Stabilität und intuitivere Bedienbarkeit – vor allem für Verschraubungen mit hohen Anforderungen im Maschinen- und Fahrzeugbau sowie in der Energie- und Chemiebranche.
Kompatibel mit der CLAMP Dehnmutter und dem Washer System.
Multifunktional, präzise, extrem flach
 CTS-STEALTH ist der multifunktionale und besonders flache Wechselkassetten-Hydraulikschrauber zum Verschrauben und Dehnen in einem System.
CTS-STEALTH ist der multifunktionale und besonders flache Wechselkassetten-Hydraulikschrauber zum Verschrauben und Dehnen in einem System.
230 Volt (50 + 60Hz)
 Bei zeitgleicher Dokumentation steuert die die VECTOR jeden einzelnen Schrauber individuell an und schaltet ab, wenn alle dort angeschlossenen Hydraulikschrauber das gewünschte Drehmoment erreicht haben.
Bei zeitgleicher Dokumentation steuert die die VECTOR jeden einzelnen Schrauber individuell an und schaltet ab, wenn alle dort angeschlossenen Hydraulikschrauber das gewünschte Drehmoment erreicht haben.
- 3-stufige, kompaktes, leistungsstarkes Hydraulik-Aggregat
- einsetzbar für 50 Hz und 60 Hz
- Standardfernbedienung 5 m
Verbindungen mit Know-How
Schraubverbindung sind die mit Abstand wichtigsten lösbaren Verbindungen in der Industrie. Immer größer dimensionierte Maschinen und Anlagen erfordern immer größere Verbindungselemente und die bereits vorhandenen Verbindungselemente müssen höher und genauer vorgespannt werden. HYTORC hat dafür genau die richtigen Lösungen.
Mehr als 90 % aller Schraubverbindungen werden heute drehend vorgespannt. Das drehmomentgesteuerte Anziehen ist mit Abstand das am häufigsten eingesetzte Verfahren. Daneben etabliert sich zunehmend das drehmoment-drehwinkelgesteuerte sowie das streckgrenzgesteuerte Anziehverfahren. Mit immer besseren Methoden berechnen Konstrukteure heute die notwendige Mindestvorspannkraft einer Schraubverbindung. HYTORC hat die passenden Verfahren entwickelt, um den gestiegenen Anforderungen gerecht zu werden. Die wichtigsten und gebräuchlichsten Verfahren stellen wir Ihnen hier kurz vor.
Anziehverfahren
Das hydraulische, drehmoment-gesteuerte Anziehverfahren

- Anziehfaktor: 1,4 – 1,6
- Abschaltkriterium: erreichter Hydraulikdruck bezogen auf das vorab kalibrierte Drehmoment
- Genaue und sichere Einstellung der Drehmomente
- Kalibrierbares Anziehverfahren
- Hohe Drehmomente auf kleinstem Raum
- Automatischer Prozessablauf, der das Kriechen und Setzen der Verschraubung berücksichtigt
- Dokumentierbare Prozessparameter: Datum, Uhrzeit, Monteur, Soll-Drehmoment, Ist-Drehmoment
Beim hydraulischen, drehmomentgesteuerten Anziehverfahren bleibt der Drehmomentschrauber beim Erreichen eines vorher eingestellten Drehmomentes stehen, bzw. signalisiert, dass er das Drehmoment erreicht hat. Bei diesem Verfahren ist die Kenntnis der Reibung sehr wichtig. Sowohl das Schmiermittel als auch die Qualität der Bauteile und deren Oberflächen beeinflussen das Reibverhalten. Um nicht zusätzlich zur Streuung der Reibung auch noch Ungenauigkeiten im Drehmoment zu addieren, hat HYTORC besonders exakte Drehmomentschrauber entwickelt. Die Veränderung des Anziehdrehmomentes resultiert bei hydraulischen Drehmomentschraubern in erster Linie aus der Veränderung des Hebelarmes beim Anziehvorgang.
Da mit steigendem Hydraulikdruck auch direkt das Anziehdrehmoment steigt, wird die Schraubverbindung stufenweise vorgespannt. Der gesamte Anziehvorgang je Schraube kann mit der Eco2TOUCH dokumentiert werden.
Mit den Verbindungselementen DISC, zWasher, CLAMP Dehnmutter, SmartSTUD und JustBOLT ist sogar ein axiales, seitenlastfreies Anziehen mit Vorspannkraftgenauigkeiten von ±5 % möglich.
Das drehmomentgesteuerte Anziehverfahren eignet sich für alle Schraubverbindungen bis zu Drehmomenten von rund 200.000 Nm. Anhand der Drehmomentberechnungen sind geeignete Schmiermittel vorzusehen, um ein Verreiben bzw. „Fressen“ zu verhindern. Beim Einsatz an Flanschverbindungen ist es als SIMULTORC-Montagesystem mit verdrehsicheren Unterlegscheiben einzusetzen, um Beschädigungen der Flanschauflageflächen zu verhindern.
- VDI2230 Anziehfaktor konventionell: αA 1,4 -1,6
- VDI2230 Anziehfaktor reibungsoptimiert: αA 1,1 -1,2
- VDI2230 Anziehfaktor reibungskontrolliert: αA 1,0 -1,1
Das hydraulische, drehmoment-drehwinkelgesteuerte Anziehverfahren

- Anziehfaktor: 1,4 – 1,6
- Abschaltkriterium: erreichter Hydraulikdruck bezogen auf das vorab kalibrierte Drehmoment
- Praxismässige Bestimmung des Drehwinkels der Schraube nach Erreichen eines bestimmten Fügemoments
- Für alle hydraulischen Drehmomentschrauber mit Hub-Weg-Steuerung einsetzbar
- Automatischer Prozessablauf mit präziser Umschaltung von Drehmoment, Fügemoment, Drehwinkel
- Überwachung von Fügemoment, Drehwinkel- und End-Drehmoment zur nachträglichen Bestimmung der Reibbeiwerte der Schraubverbindung
- Dokumentierbare Prozessparameter: Datum, Uhrzeit, Monteur, Fügemoment, Ist-Drehwinkel, Ist-Drehmoment, iO/niO Darstellung
Das hydraulische, drehmoment-drehwinkelgesteuerte Anziehverfahren misst indirekt die Längung der Schraube. Über die Gewindesteigung kann einem exakten Drehwinkel auch eine definierte Längenänderung der Verschraubung zugeordnet werden. Dabei werden sowohl die Druckverformungen innerhalb der verspannten Teile, als auch die in den Trennflächen bis zur vollflächigen Anlage eintretenden elastischen und plastischen Verformungen gemessen.
Allerdings kann diese Messung nur dann zur Bestimmung der Vorspannkraft genutzt werden, wenn der Drehwinkel auch wirklich in eine Längenänderung der Schraubverbindung umgesetzt wird. Aus diesem Grund muss sichergestellt werden, dass vor der Winkelmessung alle Trennfugen mit einem definierten Fügemoment exakt aufeinander liegen und die zu verspannenden Bauteile die erforderlichen Flächenpressungen aufnehmen können. Hier sind exakte Berechnungen unabdingbar.
Das von HYTORC entwickelte hydraulische, drehmomentdrehwinkelgesteuerte Anziehverfahren überwacht nicht nur das Fügemoment und den Drehwinkel, sondern auch das Enddrehmoment. Erst wenn der erforderliche Drehwinkel und das Enddrehmoment im vorgegebenen Parameterfenster sind, bewertet das System den Anziehvorgang als korrekt abgeschlossen. Eine weitere Steigerung der Genauigkeit wird erreicht, wenn die Schraubverbindung bis in den überelastischen Bereich angezogen wird.
Dabei werden alle Prozessparameter von der Eco2TOUCH-Steuerung kontrolliert, dokumentiert und archiviert. Dieses Anziehverfahren eignet sich besonders bei Schraubverbindungen mit kurzen Klemmlängen und im Fertigungsprozess/Fertigungsstraßen. Es ist nur dort anzuwenden, wo Schraubverbindungen nach ISO4014, ISO4017 und ISO4762 in Gewindebohrungen (Sacklöcher) eingeschraubt werden. Darüber hinaus sind geeignete Schmiermittel vorzusehen, um ein Verreiben bzw. „Fressen“ zu verhindern.
VDI2230 Anziehfaktor: αA 1,2 -1,4
Das hydraulische, streckgrenzgesteuerte Anziehverfahren

- Anziehfaktor αA = 1,0 und max. Vorspannkraft
- Zitat VDI2230: Die Vorspannkraftstreuung wird wesentlich bestimmt durch die Streuung der Streckgrenze im verbauten Schraubenlos. Die Schrauben werden hier für FMmin dimensioniert; eine Auslegung der Schrauben für FMmax mit dem Anziehfaktor αA entfällt deshalb für diese Anziehmethode.
- Die Schraube erreicht beim Anziehen auf Grund der Belastung auf Zug und Torsion ihre individuelle Streckgrenze. Durch den Wegfall der Torsionsbelastung beim beenden des Anziehvorgangs wird eine Vorspannkraft von ca. 90% von Rp0,2 erreicht.
- Reibwertunabhängig
Unabhängig von der Reibung wird jede Schraube bis zur Streckgrenze belastet. Unterschiedliche Reibbeiwerte führen lediglich zu einer Veränderung der Torsionsbelastung in der Schraube und damit nur zu einer Vorspannkraftstreuung kleiner± 5% - Keine Sonderschrauben
Das Anziehverfahren kann sowohl am Schraubenkopf, als auch an der Mutter angewendet werden. - Wiederverwendbar
Da das Verfahren sicher vor Rp0,2 abschaltet, können die Verbindungselemente wiederverwendet werden. - Verschiedene Hersteller
Schrauben und Muttern von verschiedenen Herstellern können problemlos vermischt werden, da jede Schraube auf ihre individuelle Streckgrenze angezogen wird, gibt es keine Einschränkungen bei der Wahl der Lieferanten. - Geringste Setzverluste
Da sich alle Bauteile ständig im Kraftfluss befinden und eine besonders hohe Vorspannkraft erreicht wird, hat dieses Verfahren die geringsten Setzverluste. - Anerkanntes Verfahren
Das Streckgrenzgesteuerte Anziehen wird seit über 20 Jahren eingesetzt - Erfüllt VDI 2862
Erfüllt die Anforderungen der VDI 2862 für alle Verschraubungen. - Dokumentation
Jeder Schraubvorgang wird über Drehmoment und Drehwinkel dokumentiert. - Qualitätskontrolle
Da nicht nur die Schraube, sondern die gesamte Verbindung beim Anziehen „vermessen“ wird, werden Abweichungen in der Qualität sofort erkannt. - Dauerschwingfestigkeit
Auf Grund des hohen Vorspannkraftniveaus erhöht sich auch die Dauerschwingfestigkeit der Verbindung.
Hier nutzt man den Umstand, dass beim Anziehen von Schraubverbindungen durch gegenseitiges Verdrehen von Mutter und Schraubenbolzen nicht nur eine AXIALSPANNUNG, sondern auch eine TORSIONSSPANNUNG infolge der Gewindereibung beansprucht wird. Das Fließen des Schraubbolzens beginnt dann dort, wo die Vergleichsspannung aus Zug- und Torsion die Werkstoff-Fließgrenze erreicht. Unmittelbar nach erfolgter Vorspannung federt der Torsionsanteil um ca. 50% im Schraubenbolzen zurück.
Dadurch sinkt bei verbleibender Vorspannkraft die Vergleichsspannung, und die Streckgrenz gesteuerte vorgespannte Verbindung gewinnt wieder eine elastische Verbindungsreserve. Das überelastische Anziehen von Schraubenverbindungen mit Hilfe von streckgrenzüberschreitenden Montageverfahren (streckgrenz- und drehwinkelgesteuertes Anziehen) wird zunehmend mit Erfolg angewendet. Es gestattet die optimale Ausnutzung der Schraube beim Anziehen und führt zu maximal möglichen Montagevorspannkräften.
Die Betriebshaltbarkeit der Verbindung wird dabei nicht beeinträchtigt, sondern sogar deutlich verbessert:
- Durch das elastische Rückfedern des Verschraubungssystems nach dem Montagevorgang findet ein teilweiser Abbau der beim Anziehen eingebrachten Torsionsspannung nicht nur im verspannten Bauteil, sondern auch in der Schraube statt. Dadurch werden Beanspruchungsreserven für die spätere Betriebsbeanspruchung freigesetzt.
- Durch den Plastifizierungsvorgang im Bolzen- und Mutterngewinde beim Vorspannen der Schraube bis über die Streckgrenze hinaus wird eine gleichmäßige Gewindelastverteilung erzeugt, die auch nach dem Entlasten bis zurück in den elastischen Bereich zumindest teilweise erhalten bleibt.
- Sollte nach der Montage eine weitere Plastifizierung der Schraube durch die Betriebskraft FA eintreten, dann führt der hiermit immer verbundene Setz-Vorspannkraftverlust FZ die Verbindung wieder in den elastischen Verformungsbereich zurück
Bei anschließender Schwingbeanspruchung auf einem Vorspannkraftniveau unterhalb der Streckgrenze können dann auf Grund günstigerer Lastverteilung und möglicher lastindizierter Druckeigenspannungen sogar höhere Dauerhaltbarkeitswerte für die Schraubverbindung erreicht werden.
Dies gilt sowohl für schlussgerolltes als auch für schlussvergütete Schrauben.
Das hydraulische, streckgrenzgesteuerten Anziehverfahren ist ein überelastisches Anziehverfahren, bei dem der Fließbeginn der Schraube als Steuergröße für die Höhe der Vorspannkraft dient. Unabhängig von der Unterkopfreibung wird die Schraube so weit angezogen bis die Streckgrenze infolge der Beanspruchung aus Zug- und Torsionsspannung überschritten wird. Wie auch beim hydraulischen, drehmoment-drehwinkelgesteuerten Anziehverfahren müssen die Bauteile auf ein Winkel-Startmoment vorgespannt werden. Beim weiteren Anziehen der Schraubverbindung werden kontinuierlich Drehmoment und Drehwinkel gemessen und der Gradient berechnet.
Die eingesetzte Messtechnik erkennt das Ende des elastischen Bereiches und beendet bei zuvor festgelegter Gradientenänderung den Schraubvorgang. Da die Schraube nur in einem sehr geringen Maß plastisch verformt wird, können auch Schraubverbindungen mit kurzen Klemmlängen streckgrenzgesteuert angezogen werden. Während des Anziehvorganges werden alle Prozessparameter von der Eco2TOUCH -Steuerung kontrolliert, dokumentiert und archiviert. Die plastische Verlängerung, die die Schraubverbindung während der Montage erfährt, ist sehr gering, so dass die Wiederverwendbarkeit von streckgrenzgesteuert angezogenen Schraubverbindungen kaum beeinträchtigt wird. Die Schraubfallhärte, das Fügemoment und die Abschaltkriterien sollten der jeweiligen Schraubverbindung angepasst werden.
Dieses Anziehverfahren eignet sich auch besonders bei Schraubverbindungen mit kurzen Klemmlängen und beim Einsatz von Verschraubungssystemen auf Baustellen. Schraubverbindungen, welche hydraulisch streckgrenzgesteuert angezogen worden sind können grundsätzlich wiederverwendet werden. Es sind jedoch geeignete Schmiermittel vorzusehen, um ein Verreiben bzw. „Fressen“ zu verhindern.
VDI2230 Anziehfaktor: entfällt!
Da Schraubverbindungen beim SGA nicht abgerissen werden können. Siehe hierzu Bemerkung VDI-2230 – Nov. 2015 Tabelle A8.
Das drehmoment-gesteuerte, drehwinkel-überwachte Anziehverfahren
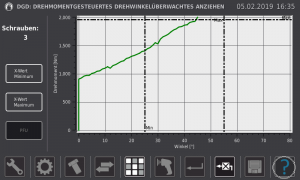
- Anziehfaktor: 1,4 – 1,6
- Abschaltkriterium: erreichter Hydraulikdruck bezogen auf das vorab kalibrierte Drehmoment
- Praxismäßige Bestimmung des Drehwinkels der Schraube nach Erreichen eines bestimmten Fügemoments
- Für alle hydraulischen Drehmomentschrauber mit Hub-Weg-Steuerung einsetzbar
- Automatischer Prozessablauf mit präziser Umschaltung von Drehmoment, Fügemoment, Drehwinkel
- Überwachung von Fügemoment, Drehwinkel- und End-Drehmoment zur nachträglichen Bestimmung der Reibbeiwerte der Schraubverbindung
- Dokumentierbare Prozessparameter: Datum, Uhrzeit, Monteur, Fügemoment, Ist-Drehwinkel, Ist-Drehmoment, iO/niO Darstellung
Das drehmoment-gesteuerte, streckgrenz-überwachte Anziehverfahren
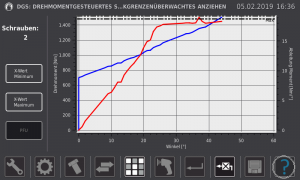 In diesem Montageverfahren ist der Steuerwert das Soll- Drehmoment und der lineare Steigungsverlauf die Kontrollgröße zum Prozessabschluss. Der Prozess wird gestoppt, wenn eine Abweichung des linearen Verlaufs durch die Erkennung der Streckgrenze vorliegt.. Das bedeutet kein Schraubenabriss mehr.
In diesem Montageverfahren ist der Steuerwert das Soll- Drehmoment und der lineare Steigungsverlauf die Kontrollgröße zum Prozessabschluss. Der Prozess wird gestoppt, wenn eine Abweichung des linearen Verlaufs durch die Erkennung der Streckgrenze vorliegt.. Das bedeutet kein Schraubenabriss mehr.
Das streckgrenz-gesteuerte, drehwinkel-überwachte Anziehverfahren
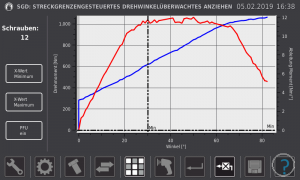 In diesem Montageverfahren ist der Steuerwert das Soll-Drehmoment und der lineare Steigungsverlauf sowie der erzielte Drehwinkel die Kontrollgröße zum Prozessabschluss.
In diesem Montageverfahren ist der Steuerwert das Soll-Drehmoment und der lineare Steigungsverlauf sowie der erzielte Drehwinkel die Kontrollgröße zum Prozessabschluss.
Extern gesteuertes Anziehen über beliebige Messsensoren mit Standard Industrieschnittstelle
 In diesem Montageverfahren gibt es den Steuerwert Soll-Drehmoment und einen weiteren, beliebigen externen physikalischen Messparameter. Dieser wird über die Strom- oder Spannungsschnittstelle kontinuierlich mitgemessen und graphisch in seiner physikalischen Einheit ausgegeben und dokumentiert.
In diesem Montageverfahren gibt es den Steuerwert Soll-Drehmoment und einen weiteren, beliebigen externen physikalischen Messparameter. Dieser wird über die Strom- oder Spannungsschnittstelle kontinuierlich mitgemessen und graphisch in seiner physikalischen Einheit ausgegeben und dokumentiert.
Analysetool zur Kontrolle des Weiterdrehwinkels bei drehmomentgesteuert angezogenen Schrauben mit Drehwinkelsensor
Dieses Analysemodul ermittelt den Weiterdrehwinkel einer Schraube von einem definierten Fügemoment bis zum Erreichen des definierten Soll-Drehmoment. In diesem Montageverfahren ist der Steuergröße das Soll-Drehmoment.
Sequenzer-Verkettung aller genannten Montageverfahren in beliebiger Reihenfolge
In diesem Modul lassen sich alle verfügbaren Montage-verfahren in beliebiger Reihenfolge zusammenstellen. In der Standardausführung „ohne externe Sensorik“ ist die Kategorie-Klassifizierung entsprechend der Verkettungsart zu treffen.
Schraubprozess-Statistik
Statistische Auswertung der gemessenen Prozessparameter. Auch als Messmittel zur PFU (Prozess-Fähigkeits-Untersuchung) einsetzbar